Not a lot of folks run HVAC directly in the columns of their systems. I suppose the CO2 chilling the BZB’s is close, but if I understand this system, it seems like they’re using propane directly as a refrigerant gas in the jackets of these systems.
Gotta admit, that’s something new. Not quite a “crude cannon”, unless that’s what you put in it.
4 Likes
It has always been known that refrigeration is the most expensive part of an extraction process. Be it Huber chillers, CO2, or LN2. So we sought a way to alleviate that expense.
To most it is an obvious problem to deal with like waxplug1 mentioned when your column freezes up at the end of a run or your CRC media gets hot. But to us this was the solution to everyone’s problems. Stop fighting the machine and make it work for you.
All of our systems now come standard with the thermal control system. 50 State PSI Certified!
2 Likes
I recall an ffe that worked on a recycled energy concept like that too.
So are you saying you’re using the jackets of the columns as your condensers for your hot vapor stream? I’d like to mention I have only briefly looked at the picture of the machine.
5 Likes
There are many aspects to its operation albeit simple to run and extremely fast.
Fuck, now I need jacketed columns again.
3 Likes
I have a pre collection tank that sends cool water towards my pre condenser. Since my butane come out of crc so cold why not send that cold to my condenser side.
@downtheterphole is the goat
4 Likes
You would love the Manticore then… It takes advantage of thermals like no other system on the market. Even more so than the initial rollout of the thermal control system.
4 Likes
Spent the day running an 091 at 5-7lbs per minute with propane using 0kw of ancillary heat on our E4k Turbo Unit. Officially ditching the hot water heater on all extractors! The thermal control GD1 solves everything!
Our main focus right now is creating the most efficient extraction systems in the world.
We are also developing a stand-alone membrane filter for hydrocarbon extractors as in inline de-waxing solution with butane/propane! Should expect to see a working prototype in the next few weeks.
6 Likes
Check out this thread I made last year Active assisted Passive recovery wait wut
I think its really cool when you have it all dialed in. Pumps are too noisy for me nowadays though. It’s like a nightmare to think about for me. It’s almost like working shoveling coal on the titanic.
4 Likes
Hell yeah, I suppose great minds do think alike…
Towards the beginning of that year we were running the prototype thermal control unit working out all the kinks. Figured out about 20 ways to make it not work, a couple that kinda worked, and one that crushed it. We then released the Behemoth R600 model in October of last year featuring the thermal control system.
1 Like
Kind of giving me #IceTek vibes tbh… but I can vouch that those numbers you’ve thrown out are absolutely doable on a dialed in passive setup. Edit: Excited to see this thing out in the wild and how it performs.
2 Likes
Time lapse of a column getting cold… Room temp to -40c !  in under 3 min 40 sec. Only CO2 or LN2 can compete but at what cost???
in under 3 min 40 sec. Only CO2 or LN2 can compete but at what cost???
Less than twenty amps draw was seen during prototype testing to maintain -50c! Huge OPEX savings! No dumping gas into the atmosphere just to get cold!
U.S. Patent Pending!
Contact Sales@illuminatedextractors.com for more information!
16 Likes
I absolutely stand corrected, that’s freaking neat man!!!
I appreciate the video!
6 Likes
Its really cool tech… gotta see it in person to really understand its value. Then it becomes obvious. 
1 Like
Maybe make a hobby scale one?
7 Likes
you too can do this with propane and a recovery pump
8 Likes
Sounds high pressure af lol.
4 Likes
Our tech has literally re-invented the refrigeration system. There is way more to it than just boiling off some propane. That is only the beginning. You will quickly find there are limitations to how low you can go and maintain under load.
We have a -50c to -70c avg. temperature on the column jacket. I have gone as far as -112c but wasn’t really worth the hour it took (current design - have an upgrade that fixes this). Maintaining under thermal load is not an issue with our patent pending technology.
All systems coverd by a 50 State PSI Certification!
I just felt like doing some math:
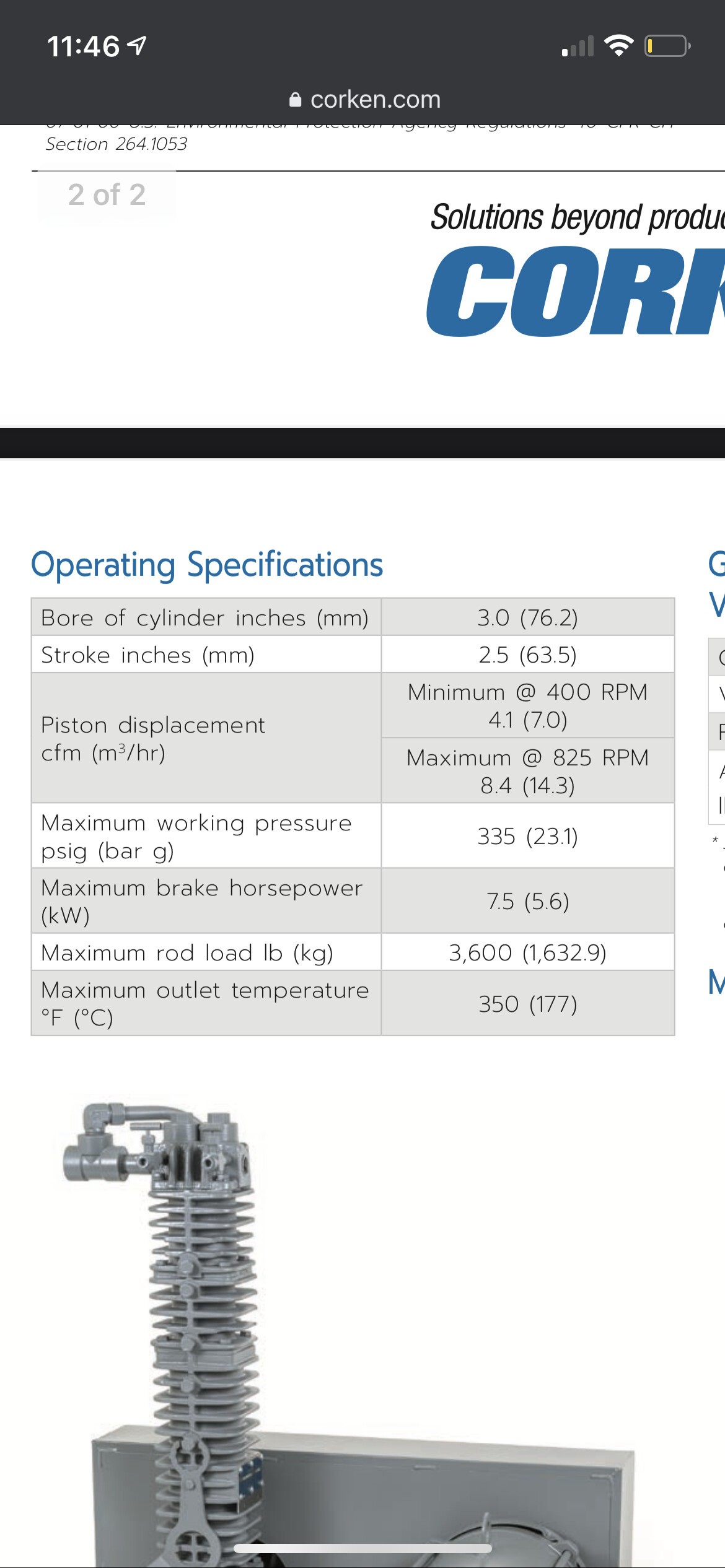
The minimum operating flowrate of a T91 is ~4.1 m3/hr, the maximum operating flowrate is 8.4 m3/hr.
The video claims 5-7 lbs/min.
Since units are always a bitch I work things in SI units but discuss them in non-SI (Imperial) units.
I’m also assuming:
-
110F is the temperature of the recovery vessel, I assume it is also the temperature of the gas entering the pump (although it is probably a lower temperature). 110F = 320K (actually 316.48K)
-
Depending on the pressure of the flowpath, the density of Propane varies—i.e. @ 320K and 100 kPa (=14.5psi=atmospheric pressure) the Specific volume (inverse of density) is about 0.3 m3/kg………but @ 320K and 800kPa (about 115psi) the specific volume becomes 0.07 m3/kg
Scenario 1) Propane @ 115F (320K) and 15psi (100kPa)
Scenario 2) Propane @ 115F (320K) and 115psi (800kPa)
Scenario 1)
Minimum: (4.1m3/hr)/(0.3m3/kg) = 13.7 kg/hr = 30 lbs/hr = 0.5 lbs/min
Maximum (8.4 m3/hr)/(0.3 m3/kg) = 28 kg/hr = 61.6 lbs/hr = 1 lbs/min
Scenario 2)
Minimum: (4.1m3/hr)/(0.07m3/kg). = 58.6 kg/hr = 129 lbs/hr = 2 lbs/min
Maximum: (8.4 m3/hr)/(0.07m3/kg) = 120 kg/hr = 264 lbs/hr = 4.4 lbs/min
The advertisement at 5-7 minutes is possible but the recovered gas must exceed a temperature of 115F or I’m missing something.
Edit 1: I didn’t finish typing
Edit 2: Here’s my superheated propane vapor data from SDSU
6 Likes
Yup… even Corken makes assumptions when they do calculations… such as standard conditions. Most systems do not operate outside of a certain range of typical inlet pressure as they have operated in the gas industry for quite some time. Standard condition is propane psi @ room temp so ~50psi once you start depressurization…
We were pushing it well beyond the standard conditions while cycling without ancillary heat input.
3 Likes