Respectfully, you are incorrect dear sir.
I dont have the time/energy to respond to your entire post.
Please review my underlying calculations if you wish, specifically:
https://www.instagram.com/p/B4ZTOKch4Vl/
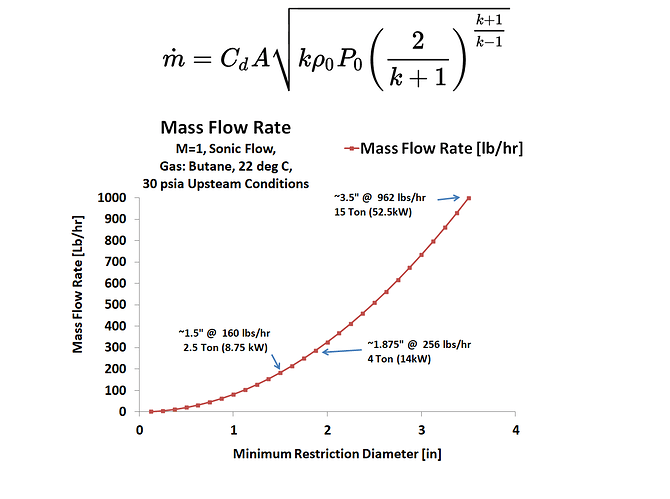
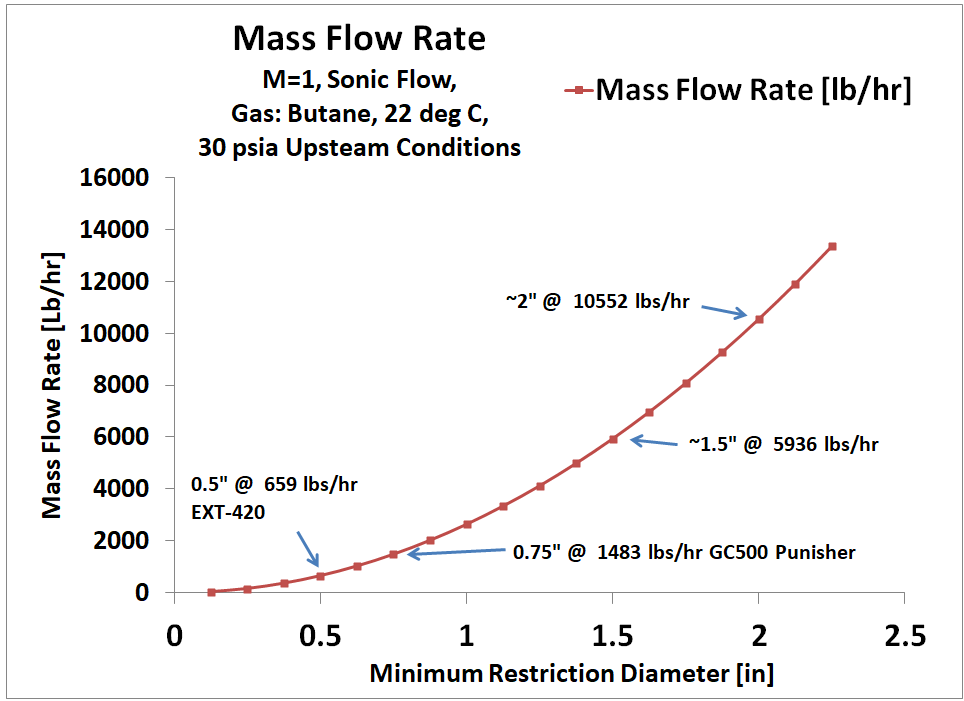
Which uses formula for Mdot found here:
I maintain that most if not all extractors passive or active experience flow choking.
Review the numbers below, tell me if you can find fault with them:
Nomenclature:
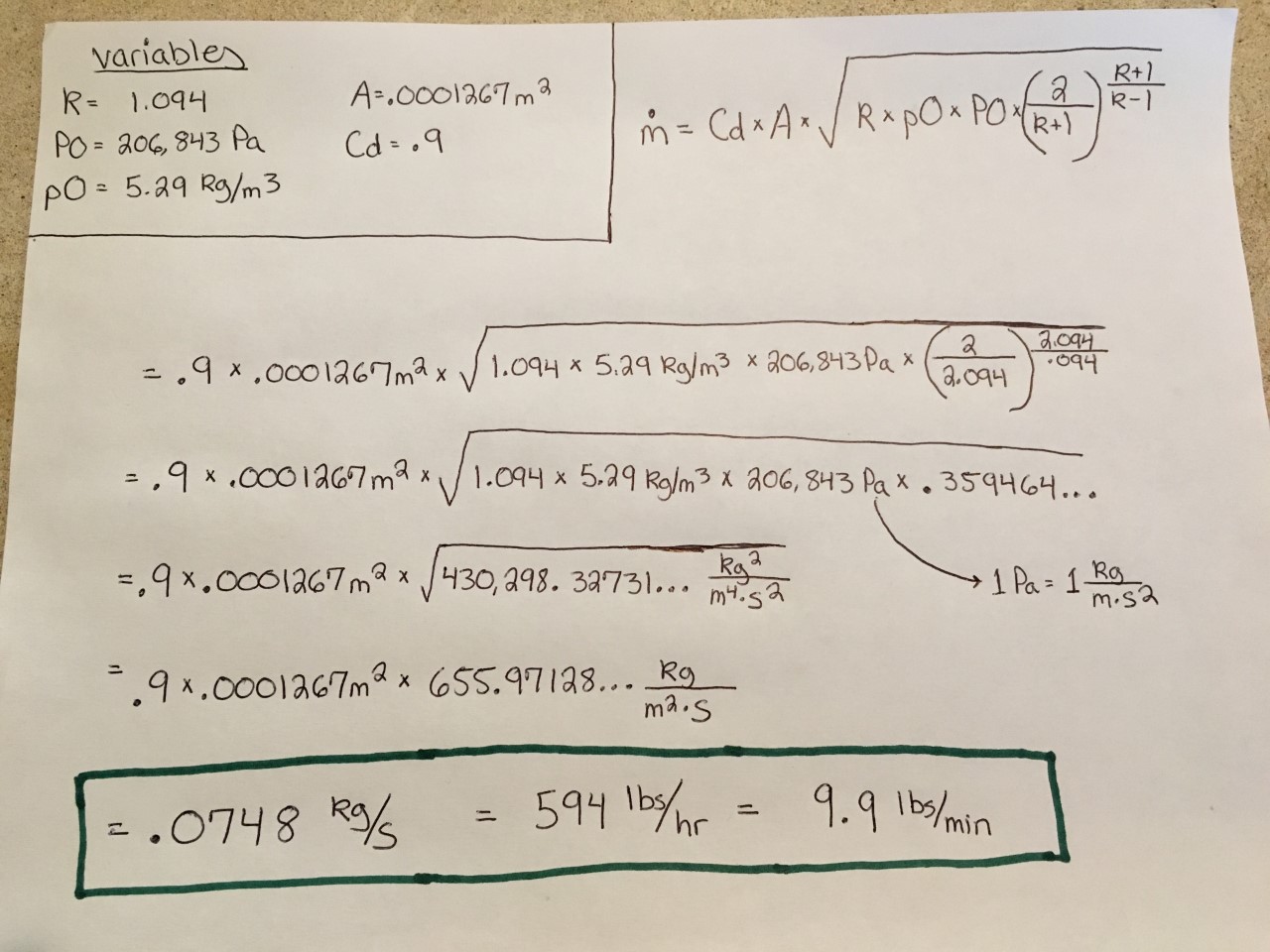
Mdot = Mass flow rate [g/s]
M = Mach Number [Dimensionless]
γ = Ratio of specific heats [Dimensionless]
P = Pressure [Pa]
Rho = Density [kg/m^3]
u = Speed of gas in the pipe [m/s]
c = Sound speed of the gas [m/s]
Cd = Coefficient of Discharge [Dimensionless]
Cv = Flow Coefficient [Dimensionless]
A = Orifice cross sectional area [m^2]
k = (1.094) Butane, Propane (1.13),
Example Pressure P0 = 206,843 [Pa] (30 psia)
Example Density ρ = 5.29 kg/m^3 (5.29 g/L)
Example Area (for 0.5” Dia) orifice A = 0.0001267 m^2
Example Cd for smooth surface Cd = 1 (ideal, typical values 0.8-0.9)
I understand your point about confirmation bias, and yes at smaller scale a pump may be more expedient, however analytically speaking I have not found a valid counterargument to my analysis in your post.
Respectfully,