Hey Guys,
Few months ago I purchased an ETS Mini-MEP with an upgraded 100lb Jacketed Solvent tank and with what looks like 60ish plus feet of extremely expensive insulated hoses to complete the loop.
Now beyond the multiple issues I’ve had with ETS to-date, one of my most current ones is getting my machine to maintaining temp and recovering temp.
I have a Huber CC-902 chilling the solvent tank, injection coils, and the material column.
Being in Oklahoma we’re subjected to varying temps, months ago the building and the equipment operated wonderful at 40-50f room temp. Now that summer is approaching I installed a 4ton mini-split for a room that really only required 2.5-3. I can maintain 70f just fine to battle the btus of the machines, however, that is not enough for the CC-902, it will become excessively hot and lose -17C to -21C PER RUN and take 90m to recover because now it’s battling cooled solvents.
Compile that with the fact they represent a “5lb column” realistically fits 900g of cured material. Sure you could grind it to dust and jack your color, filters, and product up and slam 5lbs in there, but not really the favorable options.
My options now, due to ETS’ non-compliance with their inability to calculate thermal loads properly, are to sell the brand fucking new 902 at a discount and get a larger machine that should’ve been paired with it; or run at max 1800-2700g in a 9h period, neither are sitting well with me at the moment.
I thought spending $70k+ on Huber machines would help make my process faster but it has done nothing but hinder it.
EDIT: For the question, how do you guys calculate the appropriate machine to pair with your equipment- taking into consideration how many liters are flowing?
EDIT: Does not chill the recovery coil.
Josh
2 Likes
It seems that you still aren’t utilizing this in proper application.
With the CC902 applied to your heat load on the back side of the system, your unit is having a hard time making up the thermal difference of trying to cool returning thermal fluid over 100 degrees. The supplied MTA chiller is for the return side of the unit. Run your 902 to the tank and the injection coil.
And yes, break your nug down in the freezer or with polypropylene blades and stuff your sock. 4lb nug broken down is easily accomplished with 5-6# of going for crude or hulk smashing material in.
Im curious: why did you apply the 902 to the return side of the system?
Straight out the crate you should be 10x more efficient. Did you take the training offered?
That was a typo. I have a CS100 cooling the return coil. The CC902 only does the injection, material, and solvent.
And yes, when you add the difference of wet weight to dry weight in a column you can definitely fit what they tell you in a column. But running cured trim they pretty much don’t have any efficient way to do it. I’d say the Mini-MEP is more a of a 2lb machine than anything.
The ULTIMATE chiller calculator thread
don’t neglect the 10 other threads listed below the first post…at least some of them are relevant. or point to relevant threads.
4 Likes
Funny how the title of that thread suggests it might plausibly be the last on the subject. After all, it isn’t the “penultimate” chiller calculation thread
1 Like
I kind of like Who sells huge cryo chillers that aren't huge disappointments?
although if we’re gonna discuss understanding thermal loads I’d like to get @TheGratefulPhil in here
5 Likes
Oh c’mon, there’s only 150 posts in that thread, they probably only addressed load calculation in like 25 of them
3 Likes
how about Optimizing Processes with Engineering Fundamentals
and thank you for using “sarcasm font”. I forget 
2 Likes
I hope the OP understands the lightheartedness of sharing all these links. I bet if we keep going, we could rename the thread “the ultimate chiller calculation table of contents thread”.
I always forget the sarcasm font because it is my default mode (growing up in New England does that)
6 Likes
I’m the jerk who started the Who sells huge cryo chillers that aren’t huge disappointments? thread, and for $70k you would have been far better off buying something from Fluid Chillers for cryo temps or Chillking for near 0C temps. I’m sure it won’t make you feel any better but we spent a lot more money to learn the same lessons. AFAIK Huber still hasn’t gotten their shit figured out with data collection on the Pilot One interface, and IMO our industry needs powerful, dumb chillers not ones with touchscreens and other unnecessary, expensive crap.
5 Likes
Understanding Thermal Loads is a fuckin doozy.
-
Create a system boundary. Example, Chiller hooked to a chilling tank for ethanol—the chiller, the tank, the ethanol, the chillers cooling fluid, chiller lines and surrounding atmosphere is a reasonable system boundary for calculations.
-
When you’re cooling something, it is the duty of the chiller to “absorb” the heat that is being introduced to the system via atmosphere through the tank walls and chilling fluid lines, and from the ethanol (which I assume begins at room temperature). A good estimation is to assume the chiller is a “kW box” meaning, it is designed to remove energy to a certain kW rating. Estimate that it has 80% of the chilling power advertised.
-
Calculate Main Load. In a situation involving chilling bulk fluids like ethanol, your main energy drains will be the fluid you’re chilling and the tank. If the lines are not insulated WELL, that can be a tremendous source of heat exchange. If the surface and material of your lines are incorrect you can add friction to that heat loss.
All this to say though, if insulated well, estimate the tank and ethanol heat load required to chill them from temperature 1 to temperature 2.
- Understand the limits of heat transfer area. You can give a system a massive chiller and if there is limited surface area the chilling will take much longer.
The information is on the website. I can almost promise that, but I’ll give you two equations here and no more—after these two equations the proverbial floodgate of information opens and there’s millions of equations for millions of heat transfer situations.
Eq 1
Q = mCp(T2-T1)
Q = UA(T2-T1)
T1 = Start Temp
T2 = Goal Temp
m = weight of solvent
Cp = Heat Capacity
U = Overall Heat Transfer Coefficient
A = Available Heat Transfer area
This is enough information for anyone to make a calculation within +- 20% of what your required load removal is. Accuracy increases with smaller systems.
Hope that’s helpful
12 Likes
id just like to re-stress minimal pipe runs and INSULATION. ON EVERYTHING.
5 Likes
Always appreciate link posting. Actually one was new to me. My earlier reply seems to have been deleted be regardless, Phil helped quite a bit. I guess what I’m doing is more applied science because I paid ETS to calculate the thermal load when they sold me the Mini and the CC902.
I’ve eliminated over 20ft of what I’m told is the greatest insulated host on the market for the application, have the CC902 completely by itself 5ft all the way around, have the room temp at 70-72f, and the thermal load stuggles to get below -67C, which would normally be fine-infact, I would even blast that cold if I didn’t know ahead of time by the time I pass 20lbs of solvent through I will drop to somewhere around -40C to -45C. The third run will then cripple me to -20C and drop from there, then the machine will throw a condensation code and run at way to hot of a temp requiring a shut down.
I’ve had ETS techs, Huber techs, and even Corkin techs here. All tell me how bad ass the setup is and how it should run, but it simply doesn’t, guess I’m chasing a lost variable before I just come to the conclusion the CC902 does not fit the Mini.
EDIT: Also-Thank you for all of the super informative replies.
1 Like
You could not be MORE right. Expensive lesson to learn and I will figure it out, but yes, anyone sourcing builds please read that.
1 Like
The temperature of your solvent will drop if the jackets aren’t insulated or if there are no jackets. Insulate your material spool.
Put as big a coil as necessary on the pump outlet so you can recool your solvent as it returns to the solvent tank. I forgot to mention the heat loss due to the material temperature and the temperature of the inside of the column walls.
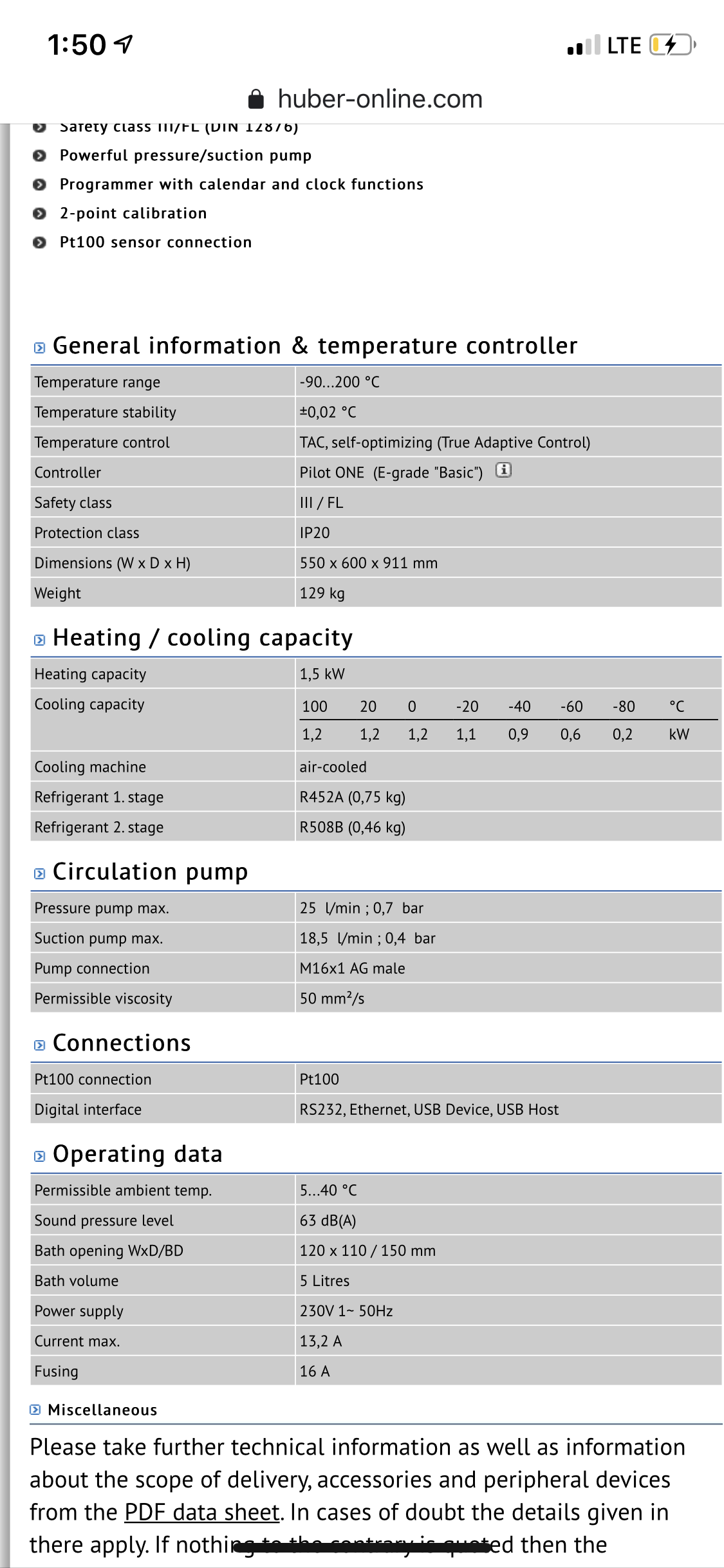
Huber lists the kW as 1.2kW at 0C, 0.6 kW at -60 and 0.2kW at -80C.
I keep my system at -40C with a huber 705 (0.6kW at 0C) and I’ve got a 100lb solvent tank! It’s possible, keep studying up.
However, I would say you’re going to be REALLY hard pressed to get down to -80C—you would almost certainly need a bigger chiller.
Also, your chiller isn’t enough to handle rechilling the solvent and keeping the rest of the system cold. Dry ice and ethanol is your best bet for that task.
The circulation pump on the CC-902 has capability of 25L/min, suggesting to me that the reason you received such long plumbing was to remove the heat rejection dissipating from the 902 far way from the processing location.
This is why we specify water-cooled thermoregulation equipment in our builds, because of the very issue you are facing right now, you’re pooring too much heat rejection from the 902 into your ambient room temperature causing the unit to over work.
Speaking on the subject of over working, Huber specifies the 902 has 0.6 kW at -60c and 0.2 kW at -80c, which is questionable capability for your application size and target temp. Also the CS-100 is barely enough in our experience with Precision’s recovery pump coil and tank so I would assume since this system has 100Ibs of solvent the recovery coil size is comparable to the ETS unit which means the CS-100 is also probably JUST underspec’d for your needs.
1 Like
Speaking of insulation…
Old neighbor has been making vacuum insulated hard piping for at least 20 years.
5 Likes
That is the exact issue I’m bringing forward in my lawsuit against ETS. They were paid $130k to spec this out correctly, every expert I’ve spoken with in thermal regulation has come to the same conclusion.
EDIT- And I entirely agree. Huber has told me to eliminate hosing and reduce the 100lb tank, which should have NEVER been paired with a CC902. But that gets my unit closer to my equipment, regardless I’m having an additional 5ton AC unit installed for ONE room, the size of a standard classroom, for this equipment.
I’m glad you brought the CS-100 issue to my attention, I have noticed it working with the Corkin and the part that cools the Corkin thaws pretty significantly after 1-2H of intermittent running. They actually told me the CS100 was absolutely more than enough cooling power for the recovery coil and the pump, now I’m starting to see all the bullshit they told me.
If it was me, I’d try removing the CC-902 to the next space/room over and run the long pipe, as long as its insulated you should have considerably less loss then you’re currently getting now with the setup having the 902 closer to the process location and throwing too much heat rejection into your environment…
Air-cooled units should not be in the same location of the processing space, the statement gets truer the smaller the processing space is, if you’re talking water-cooled, shortest runs possible all day.
I disagree with whoever told you the CS-100 is overspec’d for this application, DM me who told you that.
1 Like
Agreed.
There is a balance somewhere between insulated hosing and the heat generates the 902 creates. The 902 exhausts from the rear, and to be honest, isn’t that hot. The UNIT gets hot due to overworking, but the air in my facility is cooled so quickly. Since removing the hoses the unit has actually had less issues, the tech that set the unit up had nearly 20ft ft of excess hose running between the Mini-MEP and the solvent tank
1 Like