Maybe a stupid question, I won’t know until I ask it…
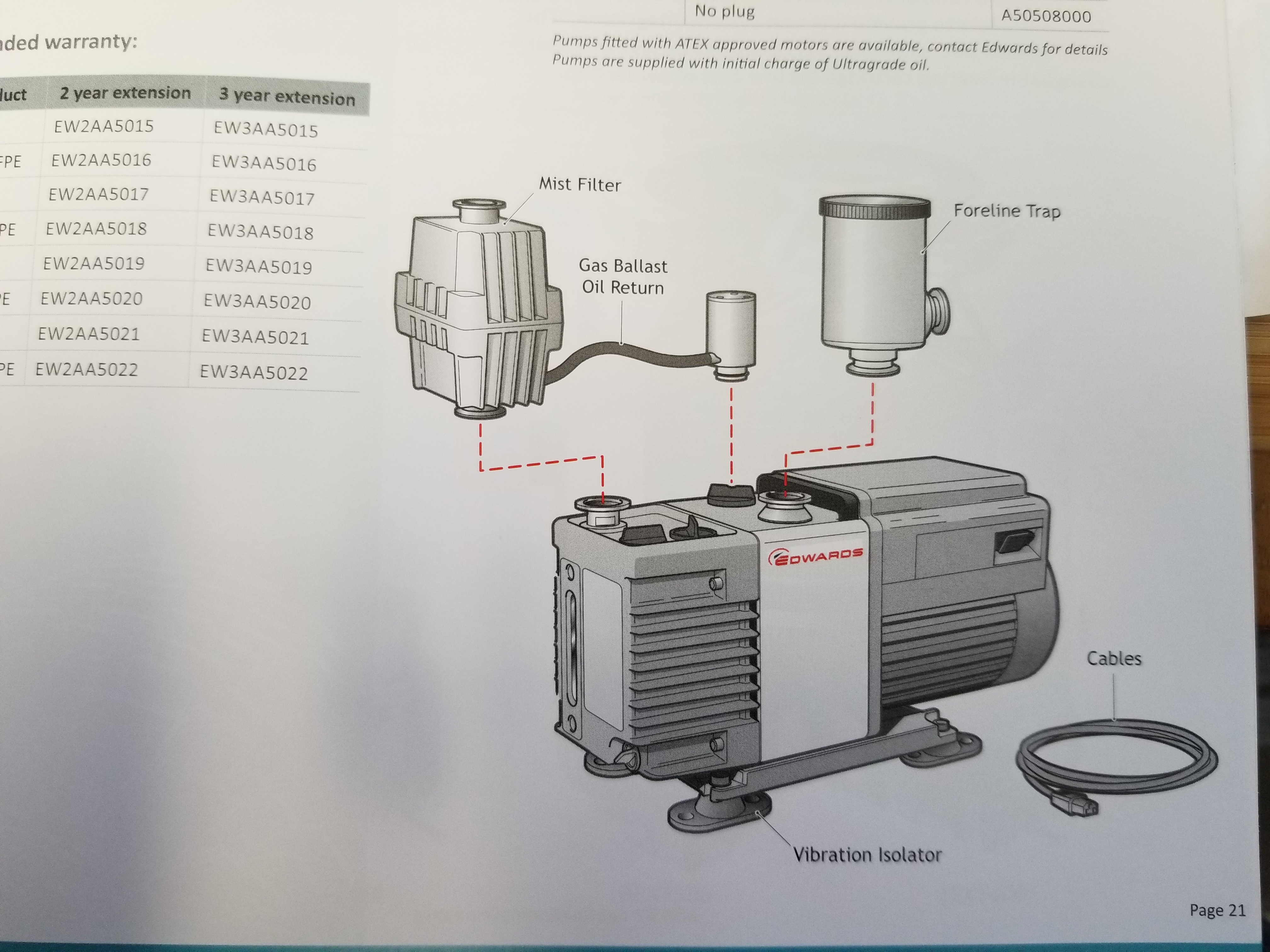
Why is it that nobody I’ve seen puts any sort of standpipe between the outlet on a vane-style vacuum pump and the mist collector/muffler?
On some of the pumps I’ve used they spew oil thru the mist collector when there’s too much flow as they’re pumping down a large system, you have to throttle the ball valve we put upstream in order to prevent that from happening. Before anyone asks, this is with oil level between the lines on the sight glass, definitely not overfilled or swimming in condensed solvents.
A standpipe with QF/KF25 fittings, something maybe 8-12" long, would drastically reduce oil loss from my back-of-the-napkin math. Probably keep the mist collector from fouling prematurely too.
I’m halfway tempted to buy some cheap QF/KF fittings on eBay and try this idea out just because I’m curious, but I figured I’d ask the minds at work on this forum if there’s a reason I’m not understanding that no manufacturer bothers to do this.
I used a mist collector and it is now in the trash. The mist collector for anything like my edward em 28 or any other pump is a worthless item.
As you know the mist acts mostly like fine particle smoke and it blows right through most mist collectors.
However, the reason these mist collectors are worthless to me is really beyond that they just get overwhelmed so easy. The truth is that I blow fresh air OFTEN down my vacuum lines during process. I can see the vacuum hang at say 13 microns and then vent fresh air through the system for thirty seconds a few times and it will generally clear the problem. Under very deep vacuum there is really no flow to speak of and the gas just hangs up. Fresh air gulps the gas all through.
The reality of a dual vane pump is that number one they are hands down the most rugged and most appropriate solution for what we are doing. The second reality is that what makes them so bloody stout is that the rotors are churning around in oil their whole lives (continuously cleaning and lubricating them) and do not care much if the oil is contaminated as it will not damage the pump and only damage the oil.
Replacing pump oil back into the system that I have blown out by a fresh air gulp actually works against the design horribly. It means that the natural mechanism by which oil contaminates are designed to be purged from the pump by carrying it through and out of the oil has been defeated. This is because a mist seperator cannot selectively only return just the pump oil but also returns the contaminates. Blowing a lot of air through will lower the oil level but that is a good thing because the lighter boiling stuff getting churned up in the pump gets a chance to hop a ride along with the oil mist to leave the pump.
I use an overly large pump for micro distillation because it was cheap and used. The pump oil is grade 20 and spendy as far as it goes but the cost of the less than two quart fill up is tiny in contrast to the compounds being run. The oil is disposable and consumable.
I suggest strongly skipping the installation of a mist trap like the ones that fit onto the pump and attempt to “return” oil. The whole design concept is to sacrifice the oil as an aerosol in order to rid it from the system so that the pump can maintain full vacuum. Opening the ballast is not the same as blowing fresh air through but it also will churn up mist while introducing fresh air… The difference is that it does so while keeping most contaminates from condensing so the gas gets blown out of the oil along with the oil mist more effeciently as a gas. The real advantage of a gas ballast is that it introduces the fresh air in only the second stage of the pump instead of the first stage as my fresh air blasts do. This means (among other things) that generally nearly full vacuum can be maintained while continuously purging trace contaminates. The trade off is that it is not as good as dumping system pressure to give the entire vacuum path fresh air to “gulp” clearing the held up contamination in the lines too and they are very loud when opened.
The actual error is not in a stand off tube to return the oil being used this way but the error is in not “gulping” fresh air frequently down through your system long enough so you can see a large cloud (looks like smoke but is very fine aerosol) of mist form and blow away. Doing this far and away works WAY better than a gas ballast at clearing the oil. Since I implemented doing this swing of pressure to keep fresh air flowing through the lines from time to time I would lose vacuum blank off capability in just two runs. Instead of ¾ micron reading the best would be say six microns. Then the next run 15 microns and so forth. Changing the oil fixed this but now just routinely blowing LOTS of air down through the pump and blowing all that mist into the neighborhood for my neighbors to enjoy… has kept the vacuum at optimal and now lasts a minimum of six times longer before the quart and a half oil change that take a few minutes.
My flexible exhaust hose comes straight off a KF 25 large bore fitting and is routed out my patio door. The end of the hose is shoved into a Kingsford BBQ briquette bag. The bag is connected by duct tape at the top to another bag of Kingsford. Then an escape hole was made at the bottom of bag two. Engineers call this a labyrinth design forcing multiple pathways and obstacles. I no longer even see the smoke mist at all with my 30 second blasts but after a two minute blast some mist (looks like smoke) will start to escape the bags noticably. Before those bags a thirty second blast created a large cloud outside that was nasty as hell to smell. The bags also muffle the noise and from 24" away with normal ambient neighborhood noise the pump can no longer be heard. Also an effect of a labyrinth design.
Your question is not dumb! Not asking is dumb lolz. My advice is to view the pump oil as strictly a consumable product that is designed to be carried away and out of the pump and returning it defeats this strength which is a very high tolerance to contamination and a very simple method of removing it through sacrificing the pump oil to carry it away.
I was just looking at the gas ballast feature on our new pump, the former Edwards 28. Your explanation was better than the manufactures and it has increased my knowledge in the reading. Thanks
As long as we are learning…
What puts a rotary vein pump over say The Welch 2546B-01 ($665) or 2522B-01 ($550) oil-free piston pumps for this process? I’ve seen labs where they basically end up putting the pump in its own room because of oil related issues. factor?
In an area that outside venting is not possible then a dual vane pump is innapropriate imo. Fresh air venting is a must.
What I like about the dual vane design over a piston design is the ruggedness. Unless you open the gas ballast on a dual vane design there are zero inlet valves opening and closing during operation and just a submersed one on the outlet of the second stage. Of course a piston design must have an inlet valve during operation opening and closing with every cycle to work and the valve(s) in such a design then come with all the drawbacks of any mechanical device that slaps open and closed often = more long term maintenence issues when the valve is front line in contamination exposure so to speak.
In a dual vane pump the vane itself is both the inlet valve and the compressing component and nearly all of a vanes time during operation is submersed in thick oil. This of course is not true of a piston design so any contaminates that do make it past the valves without gumming them up and so forth are then trapped in a cylinder that is not an oil bath and the piston must more or less rid the contaminate from the cyclinder without benefit of all that lubrication AND without the benefit of being designed to handle it gracefully.
Let us assume that Beaker and Cyclopath both are set up identically and running the same stuff exactly but I have a dual vane pump and Cyclopath runs an alternative vacuum pump of any kind. The reality is that we would both end up ingesting down our vacuum lines a bunch of contaminate and in this scenario the same amount. Irregardless of pump type then both he and I have to deal with the same amount of contaminate entering the vacuum lines. In the case of a piston style or other oilless pumps he would be forced to remove the bulk of the contaminate from the flow before it reached the pump valves if the system was to remain at peak efficiency and remain free of damage. I have no such requirement opting instead to focus on plumbing the exhaust into an outdoor ventilated area away from people and a dual vane pump can gulp through considerable volumes of contaminate with zero damage to the pump. Just the oil gets degraded.
Cyclopath in this scenario has many options like a cryogenic inline vapor trap. The number of parts and maintenance escalates. Dry ice is needed or a really cool immersion chiller but then look at how many more parts start to get involved plus then more consumables. I am biased from a background in an engineering staff that had a core principle of K.I.S.S. (Keep It Simple Stupid) and LOVE that a dual vane pumps main mechanism spends all its life submersed in oil. You can throw a lot past a system like that without a hiccup in operation. With a piston pump (or the other more exotic dry pump styles used) you must not allow contaminate into the pump mechanism or you risk catastrophic failure. In the case of a piston pump the pistons are continuously reversing direction and that too adds up to wear and tear. A dual vane pump spins happily in the same direction around and around its whole life emerging from the oil just far enough to grab a bite of the gas and force it into the next stage through the oil.
A gas ballast on such a pump is very simply a small hole drilled into the second stage at a spot that ambient air cannot impact directly the inlet (first stage). It lets fresh air in this way and this helps keep it from condensing so much. The problem here is that the hole must be kept closed with a highly loaded spring of some sort that then gets cycled open and shut repeatdly to let air in at only the moment the second stage is making its own grab for the gas after which it must close. It is a weak point in the design potentially and would surely be the first sort of thing needing maintenance if it is used. Its loud and “loud” in engineering speak means “friction” and wear and tear. Noise means friction. Fricton means heat and mechanical wear. I do not run a gas ballast because it is not necessary for a process that can tolerate pressure swings like I employ to clear the pump and I will not have gas ballast maintenance issues because I have that choice.
There are certainly other well thought out ways to cope too with any vacuum installation you are stuck with because of location, so really @sidco there is not a “better” style of pump because we choose the tool based on what we have to work with. If there is no way to exhaust a dual vane pump to fresh air outside then it really dictates something else because its main strength is that you can vent out the contamination via ballast or fresh air blast. What it dictates then with another style is instead of changing oil and mitigating outside mist discharge you must mitigate the contamination before the pump. Failure for me to mitigate the problem is the expense of changing the oil and irritating neighbors. The expense of failing to mitigate contamination on oil free pumps can easily and very quickly result in catastrophic pump failure. Some of those pumps are very spendy.
Thank you! (always) Very well thought out response. It is nice to know one can beat the crap out of a pump and not have to worry about a catastrophic failure.
(this is where I check my understanding) I know this piston units boasts it “has a built-in liquid ingestion prevention system; the ball in the cup floats up if any liquid overflow streams in, blocking the inlet.” which to me translates to “It’s gonna stop before it breaks itself, hopefully!” where a rotary vein pump will keep on chugging if one was to make a mistake or two.
Cascade puts the Welch pumps on their filtration kits and I happen to peddle those, so the knowledge is hugely appreciated!
@sidco, I don’t have nearly as much experience with vacuum pumps as I do with air compressor pumps, but if I had to guess, the oil free pumps have shorter MBTF times and are considerably louder, at least thats how things are on the compression side of things.
@Beaker I definitely appreciate the effort to write that explanation, and in a deep vacuum scenario it makes a lot of sense.
The reason I was revisiting this concept was because my AI Cleanvac 11 CFM scroll vacuum pump decided to crap a bearing and eat a tip seal and I’ll be ordering parts to rebuild it shortly. In the meantime I am forced to substitute an oil lubricated Welch or Edwards to provide vacuum to the rotovaps we run, and while I can definitely see some value to aerosolizing a small amount of oil in the course of achieving higher vacuum for ones process, I don’t need ultra-high vacuum as much as I desire less maintenance & mess and consistent vacuum for the equipment we are running. As well, since I’m not here all the time and don’t trust others to care about expensive equipment they didn’t pay for, I worry about making sure that oil levels are checked at regular intervals and want to do everything I can to avoid relying on others to maintain oil levels and killing equipment.
I do already locate my vacuum pump outside to avoid having to deal with fume containment and evacuation inside of the building, I definitely see your perspective that mist collectors are worthless, but I see a considerable amount of oil loss due to it just bubbling/splashing out of the outlet with the oil level between the lines, the mist collector seems to help somewhat just by adding some height to the outlet flange.
A less expensive oil free vacuum solution is AI’ s WaterVac07. I have a freezer full of water frozen in Solo cups and Nestle’ s Chocolate drink mix containers, the 6"x5"x2". I can maintain 33’F on my condensor water and by wrapping 30 feet of thin walled Tygon tubing around the outside of the condenser I’ve greatly increased the chilled surface area in the condenser increasing the solvent recovery rate.
I have a couple of larger 5-head water aspirators that came with my rotos, unfortunately they don’t hit very good vacuum unless (as you’ve noted) you keep the water really cold, I’ve also found they don’t flow enough CFM to keep good vacuum on more than 2 rotos. I had really good luck with my scroll vacuum pump up until it decided to crap out, and have parts on order to get it going (and a backup scroll pump on order too in case this happens again)
Alright so this blew my mind a little bit because I a have been using the gas ballast while distilling through my volatiles and usually close it off when head temps reach about 120C. Just to clarify, in the middle of a run do you completely break vacuum? Have you ever had issues with bumping when you re-apply the vac?
Hey thank you for this explanation. I’m confused by how you let it gulp air though. I definitely experience problems with pressure fluctuations during the heads removal and maybe this would help that.
some quick-fix conditions that might lead to an increased amount of oil mist from a rotary pump:
i) too much oil in reservoir (oil vapor space in reservoir too small and some blows out)
ii) too little oil in reservoir (not enough oil reservoir can get overheated and evolve more vapor)
iii) oil contaminated with solvent or terpenes (low boiling components increase vapor pressure of multicomponent systems, evolve more vapor)
iv) leaks in system or ballast open (increased flow rate of gas over hot oil reservoir could entrain via mass transfer, or “whisk” for lay people, excessive oil mist droplets)
If I saw this my first fixes would be: change oil entirely, test a CLEAN system for leaks by pulling vacuum and isolating system section by section. I havent had zero luck with oil mist filters, but they dont entrain 100% of oil mist. They do some amount of work and dont hurt anything unless theres (improbably) a clog, so I would still continue using one. Cheap oil mist filters sometimes come with shitty entrainment mesh, so maybe swapping that out for some quality mesh could be night and day.
didnt read the previous comments hope this was helpful and not redundant.
I have a vent valve just above the vacuum sensor. It has a filter to filter particles but this restricts the flow enough that the vacuum seal is not broken. So I just vent to atmosphere during the run from that point. All incoming air will flow toward the pump and not the other way towards the hot compound which is still under vacuum but reduced during the venting. This fresh air seems to blow contaminate down through the pump and out without risking oxidation by breaking vacuum and flooding the compound with oxygen.
This is mostly what I do. I also always run full open with vacuum broken when I am cleaning up. I give it a minute or two pumping just fresh air through the pump with no restriction. You can really smell the terps and nasty stuff when you do this but my oil still pulls blank off vacuum now after months whereas before I changed oil monthly.
I can both attest to the amount of junk a rotary vane pump can ingest and just keep chugging along, and provide testament to how little debris it takes to damage a scroll pump.
ya know, i’m really tired of changing out this pump oil. It seems like keeping the volatiles cold enough is not practical but how much less of a problem is it to do that than it is to clean the pump every day?
I’m wondering if there’s a better way using adsorbents. can anybody put ten bags of charcoal in the line.
This vacuum pump situation is ridiculous to me. We have a -90C electrical cold trap and a dry ice / ethanol bath in line and they accomplish next to nothing. The room my equipment is in smells god awful.
I know you said you have a -90C mechanical cold trap, but how cold is it actually maintaining? What temp is the inlet and outlet to the cold trap? Could be you need to put something between your short path (or other equipment) and your cold trap to make sure your line temps are sufficiently cold to actually trap solvent and volatiles before they make it into your pump oil. And IMO, putting vacuum pumps (or at least their vapor outlet) indoors is a guaranteed way to make your lab stink even if you are doing everything else right.
Well the display on the cold trap gets to -90C and it keeps a bath of methanol cold. but the dry ice and ethanol cold finger is in line. I think the vapor rate is just that high that it gets through. It seems strange that they have all these respirators and things that filter out everything but everybody is still dealing with this. It seems like a huge drain on everybody’s time, but other than going to extremely low temp I don’t know if anything can be done. There’s probably a reason it’s still a problem unfortunately.