nope. sorry. my bad. too many questions…
let me try again. I’ve taken SoStupendous’ confirmation & your “looks close” as an answer to my first question.
Now I’m looking to size the pump for circulating the 50kW worth of hot water heater to boil my ethanol under 26in Hg (call it 35oC). I’m just going to pretend I have the condenser covered for now. if I’m wrong, I’ll have to dial back the heat input.
the reason I can’t generalize your condenser maths is because I’m trying to calculate the heat from water into ethanol/resin mixture in the tank, rather than the heat out of the ethanol and into the water. and while they are related, they are not the same.
Edit: check Phil’s answer to both questions. it’s the same equation. I’m an idiot, but I guess well 
In a 100gal tank that is boiling towards dry(ish) (as an asymptote), the heat exchange surface gets smaller, but maybe that vanishes as the solvent volume is going toward zero too…?!?
only to rear its ugly head again as the resin gets more and more concentrated.
anyway…
I’m looking to power the above vac assist still at 50kW, using 60C hot water. I can probably make a good guess at the surface area of the inside of the tank (or that may even come on the drawings being generated after it landed! They should be here soon.). From memory, it looks about 34" in diameter internally. Which I think makes 0.93m3 of surface area in contact with the solvent at 100gal. I’m assuming the surface area in contact with the gas phase makes a negligible contribution.
With surface area of the the heat exchanger, temp of the water heater, and applied thermal energy, I know I should be able to ball-park the required flow rate. which points at the right pump.
I tried. but running the “5000C water” example backwards just gave me a headache. not a flow rate 
Doing the math seems like a better approach than guessing, and spec’ing as a 3-speed to cover my ass, or going overboard and installing a speed controller.
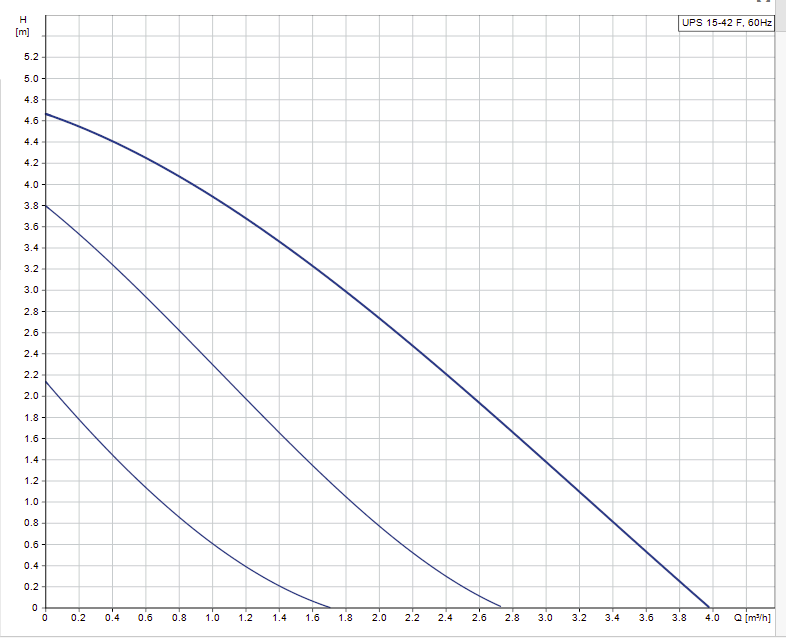
Just for fun, and maybe to demonstrate how important it is to ask an engineer, the pump I was going to try before finding this forum, will do 4m3/hr at zero head in high, and 1.7m3/hr in low.
Was I close?!?