As the price for cannabinoids drops and we need to get skinny to survive, extraction automation gets brought up very often. However, it’s rarely in the budget to spend 6 or 7 figures on an automated system when most folks have a manual system that they can’t justify or afford scrapping for the available automated systems. The ideal way to get to automation is to do it gradually, and have it tailored to your operations instead of buying a “turnkey” box.
Most extractors have the necessary skeleton for an automated system, but don’t have the time or capital to make the transition. Most managers rely on acquired knowledge and experience of the equipment operators and if they’re lucky, accurate extraction logs, to understand the performance of their machines. With simple data-collecting devices, the system and operators can be easily be turned into graphs and spreadsheets that can guide you to more efficient operations.
After enough data has been collected, there will be some obvious areas that could be improved by automation. That’s the perfect time to add control devices across the system that can be operated manually, while they are being tested during scheduled downtime. A lot can be done in a weekend on a system that runs 24/5. None of those improvements have to slow down operations. We’ve been successful doing this with ethanol systems capable of extracting 30k+lbs weekly.
Here’s the plan. We’d like to make LPG (or ethanol) extraction system data collection/automation packages starting at 20-50k that can be added to your existing system. As data is collected, we can automated individual processes over time, based on your specific needs. The big question is, “what needs automated?”
Below are some data points and control parts that we currently have or are thinking of using that should be useful. What else would you like to know or control if you were to automate your system?
LPG system data collection:
-tank temp/weight/pressure
-evaporator pressure/temp
-condenser pressure/ temp
-adsorbent feed/outlet pressure/temp
- extraction column top/bottom temperature/pressure
- oil temp/SG/UV signature
- LPG flow rate
LPG system control components:
- LPG open/close valves
- LPG recovery pump
-LPG diaphragm valves
- vacuum pump
- nitrogen open/close valve
8 Likes
Here’s some that I can think would be good to have automated
• To burp nitro from recovery solvent tank as needed
• Diamond miners
• Flow rate post crc to measure crc efficiency and determine when it’s spent
• Oven temperature ramp up/down scheduling option
• sensors that text you when it’s ready for pour out and stop the heater and recovery
•high pressure sound alarms to know when something ain’t right
12 Likes
It’d be cool if the maintenance could be automated.
15 Likes
That’s nearly impossible at this point. However, it can be greatly reduced if you track your data and perform maintenance before it is needed but not when it is unnecessary, by basing it on performance instead of a time period.
4 Likes
I’m working on that. However it won’t be a traditional column, just conveyance through multiple different pressure-regulated zones.
3 Likes
A little update on my diamond miner automation project:
The alpha prototype is built and is functioning as hoped. It’s able to maintain a set temperature and pressure. Pressure is maintained by controlled burps a few times a minute.
Today, I tested it at 84f and 17psi for an hour. and it proved to be rather precise. Either of these values can be changed according to your operational preferences. This will allow you to evaporate a given amount of solvent over a selected time period for ideal crystallization circumstances.
Tomorrow, I’ll work on organizing the data collection which will give you reports of the miner’s performance. I’m hoping to be offering the v1 unit at the beginning of 2023.
I’m also open to testing partners that would be interested in trying the beta prototype in their own labs. Feel free to DM me with any questions.
18 Likes
@Graywolf knows about making hodgepodge automation
1 Like
Start at a Luna
What is good about it?
What can be improved?
I think the biomass reactor is too wide and doesn’t have enough solvent capacity, needs 300 lbs and the recovery isn’t big enough
And can you pass enough solvent through 2 biomass reactors to double capacity if solvent to material ration is abundant?
The automation on the Luna seems solid. The fuckery of valves makes sense once you understood dumping solvent and recovering at the same time. I dont like how it measures when a reactor is is empty and when recovery is done. Different sensors. Maybe cameras and ai
I have a feeling they are going g to refine their product before someone makes something better. I’d buy one and run it off my phone while I stare at a root science adjusting the output pumps and wondering why something that simple isn’t automated.
2 Likes
I feel like a butane ffe is a better thing to automate.
1 Like
We’ve automated vacuum and pump control on .5m ychems. I’m currently using a wyzecam to monitor my jar venting/diamond miner prototype. I also have remote access so I can control it from anywhere. After the holidays, I’m working on load cells so I can work on extraction, CRC, and evaporation cycles.
I’ve looked into smartcams for monitoring crystal growth, but their resolution is low so I think a high def camera and AI would be a good path to try for crystallization. However, there are a lot of easier and cheaper ways to monitor fluid levels. With weight, temperature and pressure (and maybe volume for mixed gas), I should be able to eventually have a rough yield and solvent content before the pour. I’d like to automate the pour into miners to make it a completely closed loop.
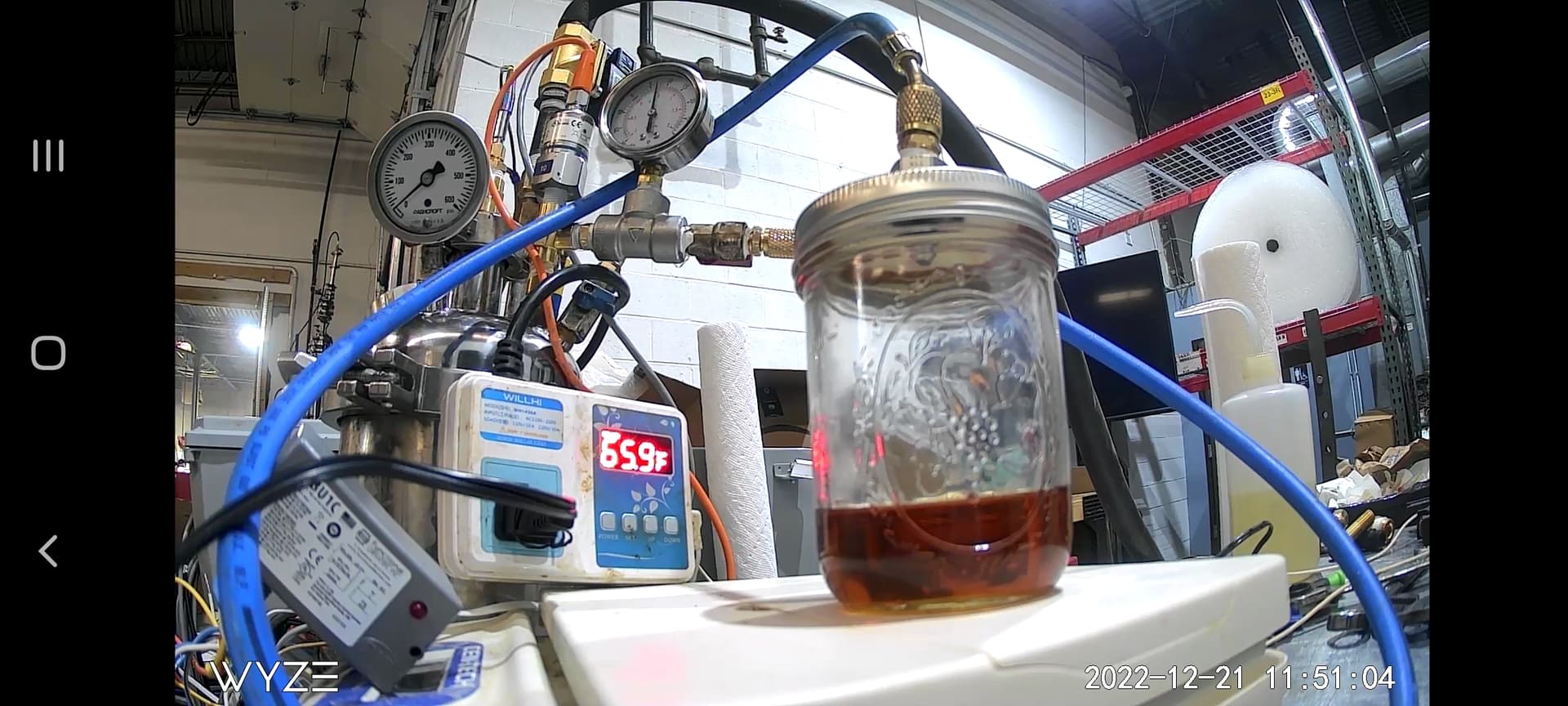
This is the view from the wyzecam. I can control temp and pressure remotely. After the holidays, I’ll add a camera to the inside of the miner, which is connected to the jar. The controls that I’m building will be able to control miners or manifolds of jars and will be all c1d1. So far, it’s looking like it will be pretty affordable for almost any level of extractor.
7 Likes
Compression fittings on the miner and a compression fitting end cap on the collection.
Could have it set so that you can automate it to use nitrogen to move your yield through into the miner with full stainless piping with compression fittings instead of hoses.
 Just a thought.
Just a thought.
Or you could still have residual psi in your collection and hope that helps blast your yield from your collection into your miner and then you could just use the residual psi to grow the stones.
3 Likes
I would love all my pressure gauges, temperatures, and sight glass cameras displayed on one C1D1 rated display. This would be a dream come true.
2 Likes
That’s easy. Automation doesn’t have to happen all at once. First you get a panel with extra room. Install data collection devices (or in your case, get them talking to a PLC) and start to log all of the collected data from your normal daily operation.
Then, once you see all of your extraction logs and equipment performance laid out in a graph, you’ll know who your “extractor of the month” is. Then you promote him and put him in charge of working with the control company to develop recipes at times when the system is shut down. Develop the logic during off hours and maintain manual function when in normal operation. In a couple months, you could potentially move from 8/5 to 24/7 operation with less man-hours of an 8/5.
3 Likes
Can we just get Boston Dynamics to build us a team of 10 robot extractors?
1 Like
Sounds good.
Turn it into a polished product for sale and see the market interest in stuff made by you.
You already having a gueriila marketing team putting your name out there.
2 Likes
I think a good place to start would be a temp and pressure sensor on the honey pot and use it to throttle when recovery stops. Viscosity selector.
4 Likes
The miner already has those capabilities. When I get load cells working after the holidays I’ll work on bench-top extraction and recovery cycles, using the miner as the evaporator.
1 Like
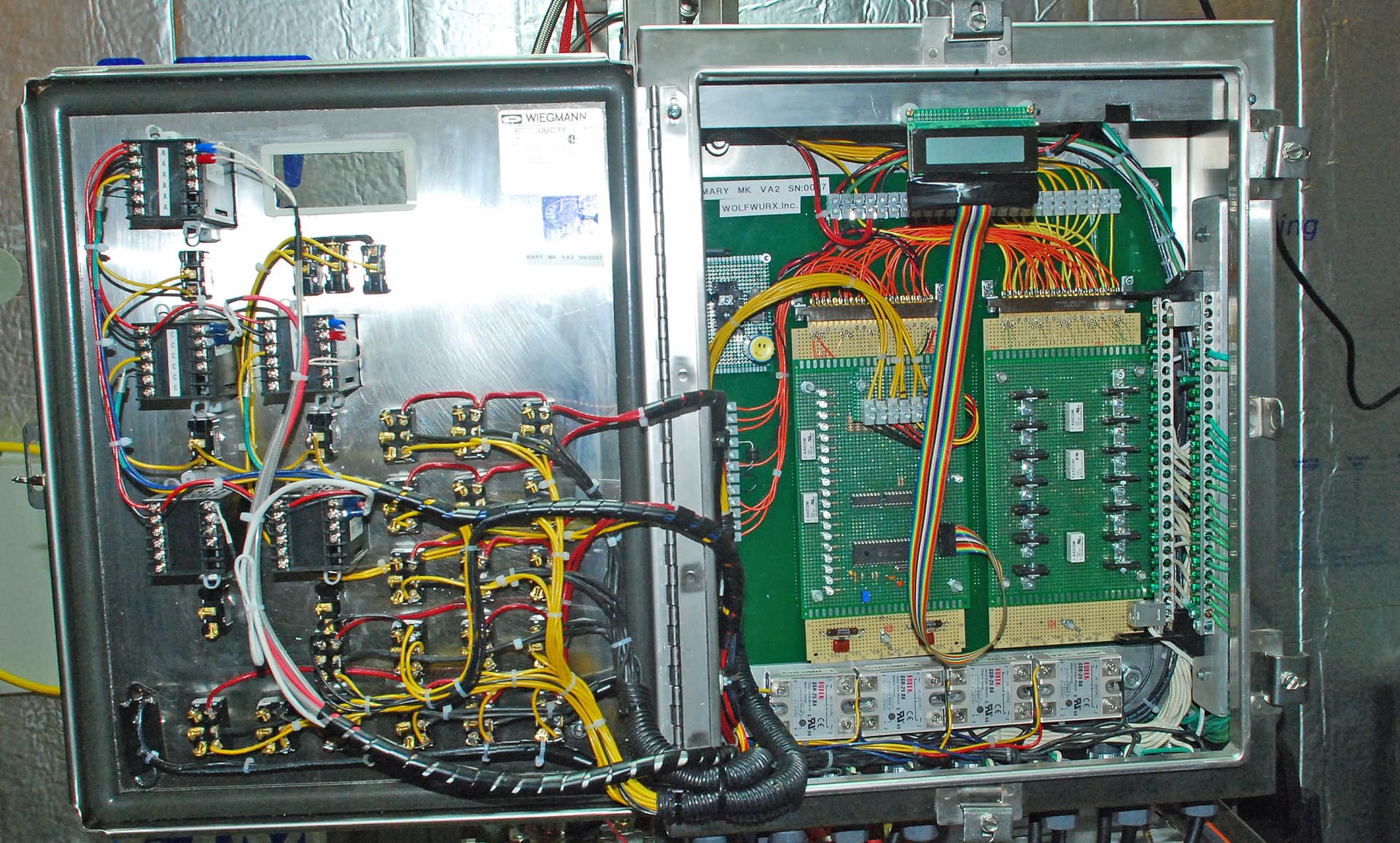
Sorry, internet has been down. We automated the Mk II, the Mk-VA, and the Mk V2A. We did it using pressure and time.
The Mk II and VA used adjustable pressure switches and the Mk V2A’s a pressure transducer.
The Mk II and Mk-VA used a PC, and the Mk V2A controls were built around a chip.
I used pneumatic valve operators, which I controlled with Asco air solenoid valves. Every valve was hooked to a three-way switch, so they could also be operated manually.
20 Likes