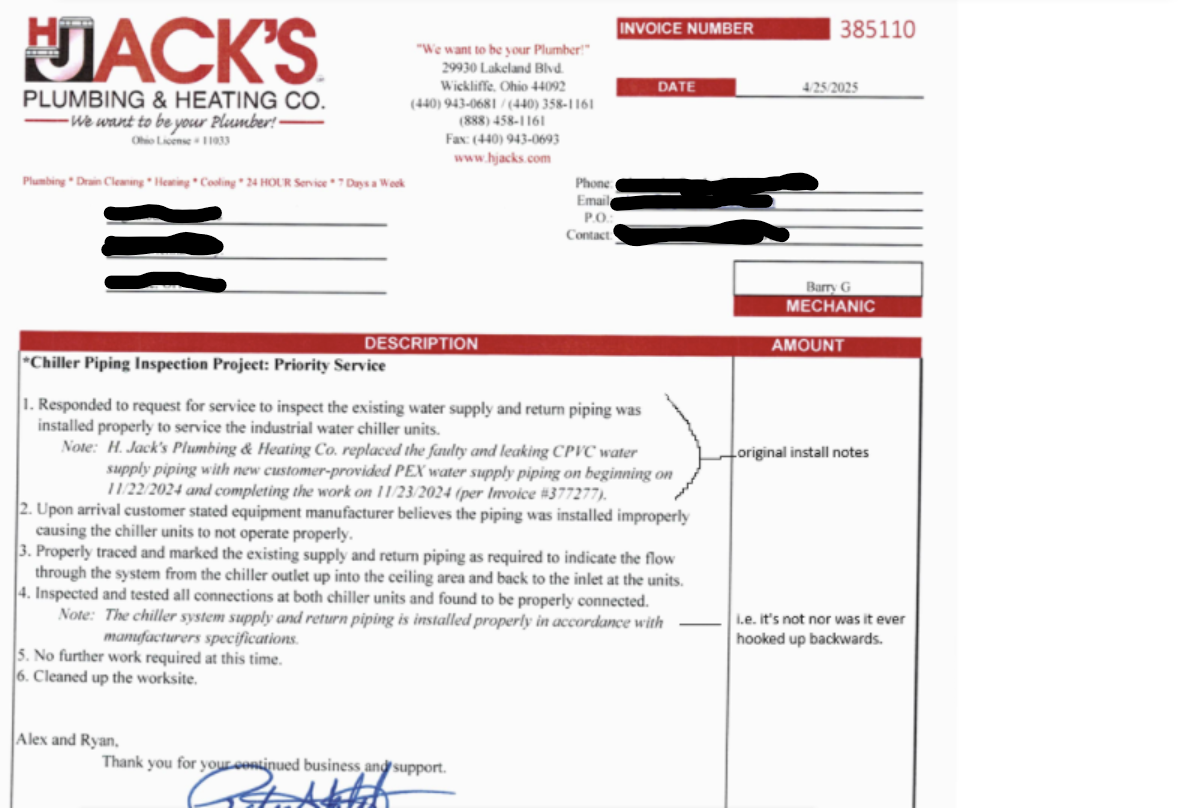
Still holding to the chiller hooked up backwards idea huh? yeah so those are install notes added to the write up they provided on the verification inspection we did at our expense to show you that it was hooked up correctly, they (HJACKS Plumbing) were the firm who worked with me on hooking it up after the original plumbers we had come out to run process piping cocked up the job and we had leaks when testing. We were very careful to ensure piping direction was correct. They then came out again later to reverify that it was in fact hooked up correctly to manufacturer specifications which they noted. At no point did we ever change process piping or orientation, just multiple verifications that it isn’t correct. When you were out at our facility and we were having issues still, how did you not notice if it was supposedly hooked up backwards? Seems like the kind of thing you would have caught? The first we heard about that being y’all determination of root cause issue was on visit number 4 when jacob decided that that was the problem, then we ran the lines with him, and he said they were not hooked up backwards and the issue was our MTA not getting temp (before tearing it down and then leaving with it disassembled!) The MTA worked/works just fine, still running it now btw.
>The photos YOU sent US after that plumber visit still showed the waterfall effect in the baffles.
man, from the quality of build I saw on the components that we were able to disassemble I’m guessing you just forgot to put some baffles in. Are you proud of your construction quality on this heat exchanger?
It did appear in one of your videos that you had it connected correctly at one point.
Zack…from day one to day ‘fuck this stupid POS we’re ripping it apart and doing it right’ the chiller lines never got moved in configuration. They were the same throughout. At no point did we change them. We pulled the supply side off at one point to show jacob that it is infact connected to the outlet from teh chiller (literally pumping buckets of chiller fluid out) They were not hooked up backwards in the beginning, middle, or end. You were just grasping at any straw you could find to not stand behind your defective equipment.
>We have a certified parts list. This isn’t arbitrary - it’s tied to our design specification and certification. When you replaced valves, gauges, and added sintered discs outside that certified parts list, we legally and technically cannot stand behind the performance of that system anymore…incorrect gasket materials, improper pressure ratings, and non-spec components can create an unsafe system that fails and could potentially cause bodily harm due to unrated parts.
Yeah, I know changing components technically brings a system out of certified specification. I’m sure no one here makes any modifications to their equipment from OEM stock. I mean, how dare I swap your gauges with ones that actually keep the needles on? or swap out the valves that leak hash and solvent out of the handles with quality swagelok components…I mean that would be dangerous!!! /s Better stick to super safe components like these that you provided.
You want to in any degree of seriousness try to tell me that this voids warranty and caused the system issues?
>On temps: If your system was running elevated pressures, that directly raises the boiling point of the solvent which limits how cold the system can get. That’s basic refrigeration physics. The question is what were your system pressures during those runs and how did the unauthorized components affect system dynamics.
it didn’t work stock, it didn’t work right when you were out, it didn’t work when mo came out, it didn’t work after pump replacements, and it didnt’ work later…but somehow I doubt adding a sintered disc to the filtration on the ISS or adding an (EXTERNAL) manifold for vacuum is what cocked this thing up but please, enlighten me.
Before the relationship became untenable we were also preparing to offer vacuum augmentation on your 191
you were preparing to CHARGE us, i.e. SELL us an additional vaccum augmentation thing that you were still working on developing, to get the system to (theoretically) do what it should have been able to do from day one. And yeah at that point I was done with y’all. Certainly wasn’t going to keep shoving money in to a hole to maybe possibly fix it. Was scraping the bottom of my ‘faith in Illuminated fixing their shit’ barrel at that point, sorry about that. Can’t imagine why that was…
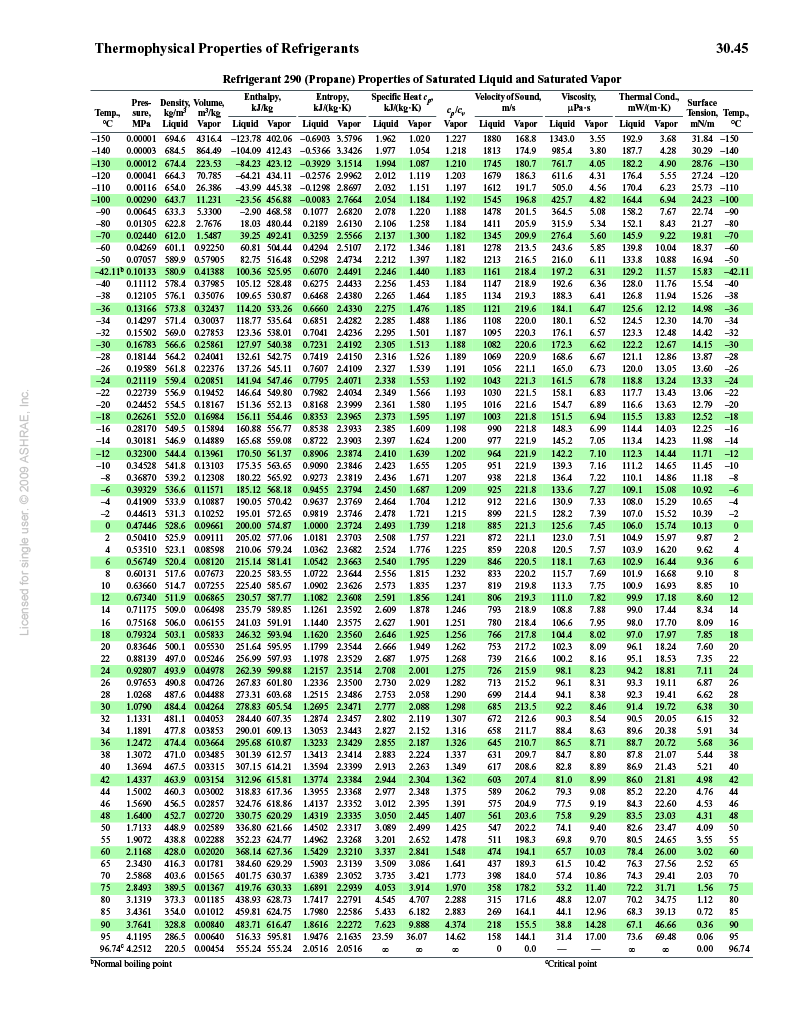
At 0psi it is at -44c for propane according to the NIST charts we use, 75 micron is -150c.
cool chart man. Appreciate the refresher on the boiling temperature of propane. Sure would have been nice to see it able to maintain those pressure levels during operation.
>We recently developed a new subcooler design
one without pressure blowthrough holes in it? Groundbreaking tech I’m sure. How long did that one take y’all to figure out?
>The fact that you characterized it as free energy tells me everything about your comprehension of what I actually said.
Yeah If I’m being honest man, your ramblings had the same energy as the shit I heard from tweakers on the subway. I was doing a lot of nodding and saying uh-huh uh-huh while you went on about it all. Good luck with the antigrav tech though. You get that nobel prize in physics and I will, and this is legally binding, give you $10,000. I’ll wait.
You spent 6 months on this, ripped it apart, and rebuilt it - but kept the base frame and the steel. Make that make sense if it was a complete loss.
we kept the actual physical frame the system was mounted on, a few of the columns, random fittings, and the GD1. Every other single component was replaced, swapped, reconfigured, and defuckulated. All that steel is gathering dust until I haul it out for scrap value. Spent almost 200k fixing it, putting in chillers, redoing process piping/components with actually safe ones, and getting it certified and peer reviewed. I can’t even begin to accurately calculate how much we lost in opportunity cost for our time being down on processing during the roll out for adult-use/recreational, in lost contract processing clients, in lost yields, and in lost sanity.
Works great now though, and I even have fiber optic lighting in my columns!
I relocated to Florida for 3 months for our biggest client when we had a major mechanical failure. That’s what we do. The door was always open on our end
We were BEGGING y’all to get someone that knew what he was doing out to get our shit working right around that same time, y’all couldn’t do it because you had to be down for installing the bigger system for clients. It was a shitshow from the start and if you think y’all did right by us you’re more delusional than I thought and that’s saying something.
Man, this wasn’t a case of buyers remorse (I mean…I definitely felt some remorse for being dumb enough to buy it from you). we were so stoked when this thing first came in, but it was endless headaches and non-performance…backed by the absolute bare-minimum of what could be classified as manufacturer support and an absolute  show of attempts to fix things. and still, even now, you’re on about the fucking chiller hookups…what needed to happen, what I asked so many times to happen, was to have gotten you and jeff out on site in jan or feb at the absolute latest to overhaul the thing and get it working instead of week after week of piddly “oh well here’s a new shim kit try that, oh ok that didn’t work, let’s try this, oh ok that didn’t work, have you tried burning sage to banish the demons?”. All we wanted from day 1 was a working system that came vaugely close to the performance advertised and paid for, and you fundamentally failed at every step of the way in delivering. You should be ashamed of yourself, not getting up on future and continuing to peddle your bullshit. Anyway, I’m done now.
show of attempts to fix things. and still, even now, you’re on about the fucking chiller hookups…what needed to happen, what I asked so many times to happen, was to have gotten you and jeff out on site in jan or feb at the absolute latest to overhaul the thing and get it working instead of week after week of piddly “oh well here’s a new shim kit try that, oh ok that didn’t work, let’s try this, oh ok that didn’t work, have you tried burning sage to banish the demons?”. All we wanted from day 1 was a working system that came vaugely close to the performance advertised and paid for, and you fundamentally failed at every step of the way in delivering. You should be ashamed of yourself, not getting up on future and continuing to peddle your bullshit. Anyway, I’m done now.
Cheers! (but you should probably lay off the  )
)