I’m at my wits end with a fitting not threading properly and it’s got me seriously considering using some kind of fluoropolymer thread goop product to fix this headache but I’m seriously concerned about contamination from the sealant product given that the thread in question is welded onto the lid of a solvent tank and is going to be subjected to pressurized liquid butane…
I’ve read lots of opinions on the subject but decided the issue needs to be discussed directly because there are folks that use thread goop on every thread on their system. Im sure nobody wants to be inadvertantly poisoning folks and I’m also sure that the standards for food grade that are applied to thread sealants probably dont take into account that the products are going to be smoked not eaten.
Has anyone ever performed a CIP on their system after assembly using thread goop and noticed a significant amount of “mystery oil” in your coll2ction pot?
I don’t really see how contamination could be avoided, arent these expensive thread goops essentially just microparticles of ptfe suspended in some kind of chemically resistant grease?
We found red thread sealant in many of our runs in our first month after buying an XD 5lb closed loop stock. The red sealant was also pushed into the solvent recovery tank which forced us to empty, depressurize and clean out. It didn’t seem butane soluble though, it seemed to repel the solvent which means it was probably physically moved by the solvent pressure and movement.
I was more talking about using a product like pipe dope not a product like thread locker but that’s pretty foul but I guess it’s not surprising from xtractordepot.
Doesnt stainless steel require high speed tooling to effectively tap threads in? I tried to bring the piece to a local shop and they couldn’t help because the piece is too awkward to clamp down to chase the threads.
referring to spindle speed or tool material? carbide is considered high speed, so is high speed machining… and high speed steel., which ironically can take less sfm than carbide given its namesake.
thread cutting can be done by hand with a tap or die, can also be done by thread milling, thread forming, single point, and rigid/ floating tapping. All will require different feeds and speeds with consideration to tool material and the work piece.
can they not strap it with ratchet straps and use a breaker bar?
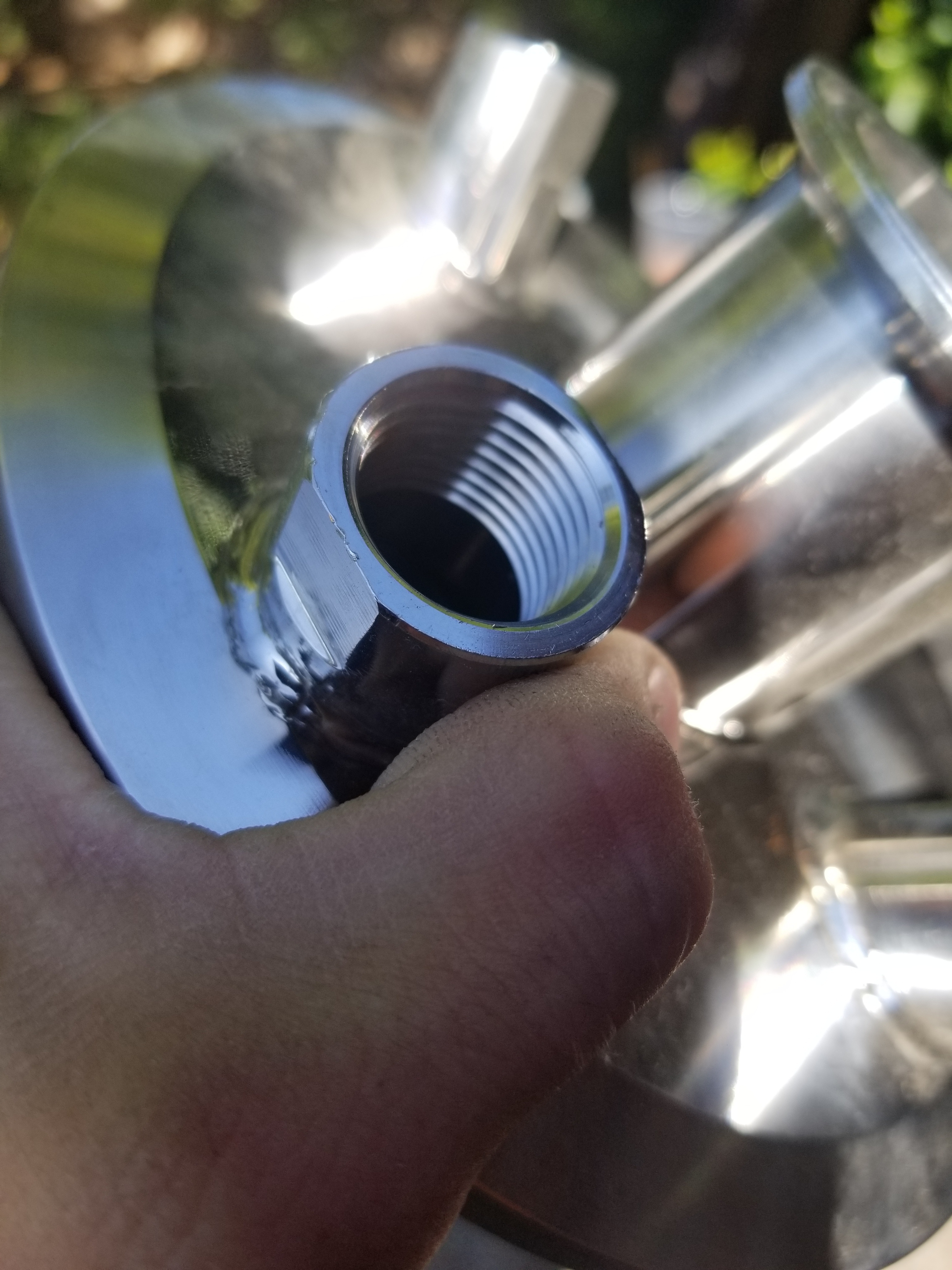
you got a pic of the item in question? Chasing the threads shouldn’t require too much force compared to cutting them initially.
where are you located? If your close by you could bring it by for repair.
I’ve used this with success too. Just be sure to inspect and meticulously clean the part after you seal it up ime. Make sure visually there’s no goop anywhere in the process stream and you should be good…
Im referring ro the tooling. My initial thought was that since stainless steel work hardens I was going to have trouble cutting cleean threads with an ordinary carbon steel bit from ace hardware. In fact I tried and broke the piece of shit Irwin tap bit trying to thread another of the same lids that was sent to me with a pinhole leak in the weld.
Due to where the fitting is located (on the dip tube) i wont be able to tell if any gets into the process stream. My plan was to skip the first 2 threads on the Male fitting when applying the dope and then assembling the fitting while applying low pressure through the dip tube. My logic is that this will encourage the dope to escape in the opposite direction when the threads get tight and start to push it out. Think it’s worth the effort?
Hi,
Hss or carbide should work fine, while ss does work harden I don’t think you will see that by just re tapping it.
were you forming new threads? Taps are extremely brittle and can and will break.Hss is going to perform similarly to the tool steel, the carbide is going to be as brittle as a coffin nail.
Did you break the chips, or did you try to screw her in all at once?Use any tapping fluid?
Visually they do look good, could be the minor diameter in the thread?
My .02:
Ditch the npt for compression fittings.
I’ve used loctite 567 pretty religiously and without trouble as long as you let it cure properly. It’s NSF listed and works to at least 20ksi in my experience. Make sure you use an appropriate activator on stainless.
Irwin taps are total garbage IMO. I’ve had good luck with OSG & Guhring spiral fluted taps in stainless. You pay a premium for them but they don’t break & fall apart like the cheap stuff does. I always use liberal amounts of Castrol Moly Dee cutting fluid, it smells terrible but it’s the best thing I’ve found yet for working in stainless.
If the fitting you were trying to get cleaned up also has wrench flats on it the machine shop was either lazy or just didn’t want the business. No reason that it couldn’t be clamped in a vise and hand tapped with a normal wrench and a tap.
I don’t know what you’re trying to thread in there but if it’s not something you anticipate needing to remove I’d probably be inclined to thread it in and have someone tig it in place. If it’s something you have to disconnect/reconnect with any frequency I’d probably think about welding in a Swagelok or Tylok fitting.
If you’re anywhere near Denver I could also help out with cleaning up threads as I have a descent collection of expensive spiral fluted pipe taps as well as a mill, lathe & tig welder for the various projects I invariably have to fix or modify with my extraction lab.