Man, had a wake-up call this week, thought I’d share it w/ the forum in case anyone else is encountering this / encounters this in the future and does a search.
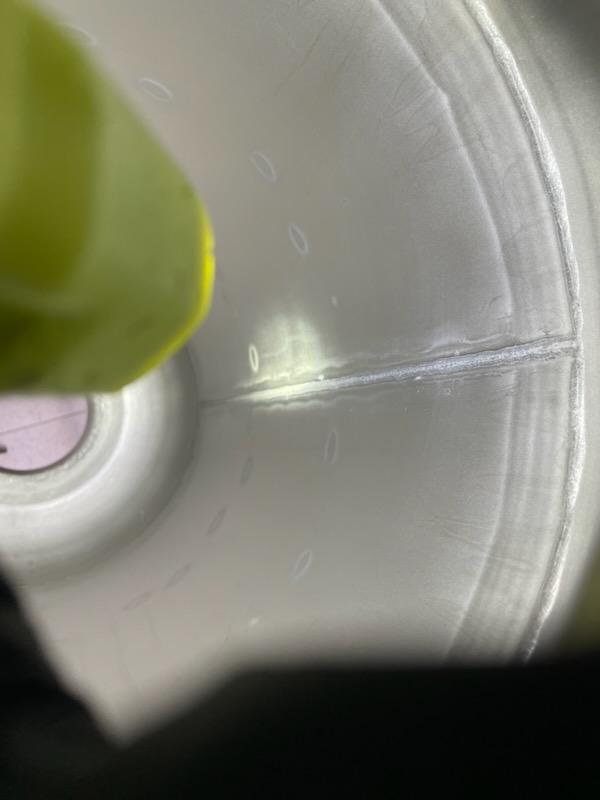
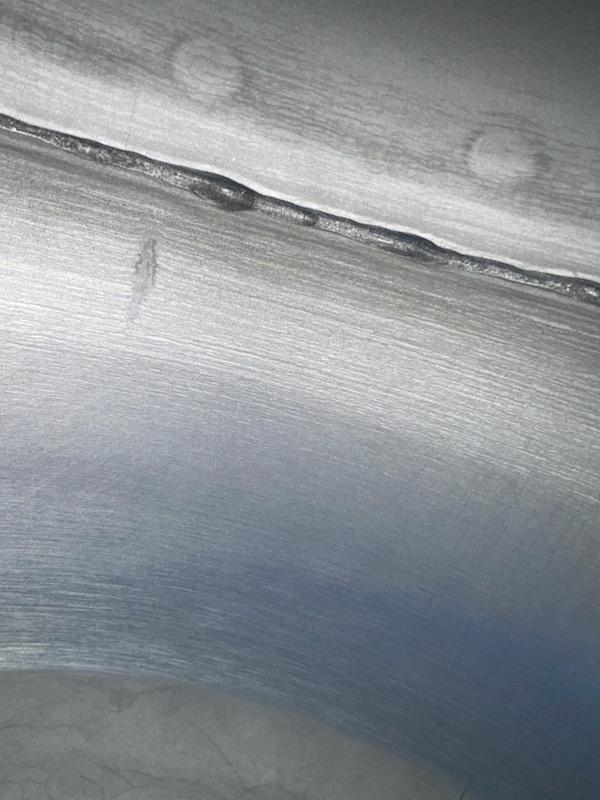
Started seeing a (very small) amount of tiny black particles in my pour off. Assumed it was the lining of the pressure hoses on my system. Since those were about due for replacement, went ahead and replaced all of those. I knew it couldn’t be anything too far ‘upstream’ since everything goes through .2um filtration. No dice. Tore everything down and did a system full clean out, still had the issue. Finally diagnosed the problem, failing weld on my (new) external large collection vessel. Weld looks like it was forming corrosion and is visibly flaking metallic particulates off when scraped. 6mo old ASME certified vessel, OEM equipment not some cheap china vessel…someone screwed up during manufacturing. Glad we caught it early and the company was great about doing a swap out super quick, but seriously that weld failing during operation would have been messy. Nothing like a MASSIVE tank going all at once to wake you up in the morning. Anyway, monthly weld inspections on tanks/vessels are now on our SOPs.
Edit: Added pics and thought I’d clarify, this is a problem that started getting worse over the past few months. I haven’t been shitting metal bits into my wax for the 6mo I’ve had the tank, but took a couple of weeks to diagnose the source of the contamination. It seems like it’s getting rapidly worse, I posted pictures down below as well. The welds didn’t look like this when I received it, and they didn’t look nearly that bad when I last did a scrub down on the vessel a month ago (we generally reflux clean w/ hot solvent, and then collect everything down and clean out the bottoms section which is a removable jacketed 6x12 section w/ pourspout
A major component of ASME is verification and traceability of the metal, and its compositions. The weld shop submits quality assurance documentation and from there the stamp is given, and a quality control process at the fab shop of this vessel must have not caught this defect?
Agree, not a good idea. We don’t, it’s high quality stainless. Wasn’t even the issue with the steel itself, but a fault in the weld done during manufacturing on the tank (US domestic). I’m not calling out the manufacturer I got the system through, they were good to me and replaced promptly at their cost, even offered to sprinter van deliver across four states to keep me from having too much downtime (though I declined). Wasn’t their fault but they’re working on sourcing out the cause of the defect.
I don’t think so? My knowledge of welding start and ends with a truly weird number of youtube videos (what do you think you’re worth an hour to come weld for me?) that said, My tech was a certified welder and his diagnosis was “'possible welding failure on the interior welds, could have been from use of wrong/incompatible filler rod like mixing 304SS w/ 316SS shell(?) also welds look generally poor. Visible corrosion on vertical seam weld. Looks like weld decay” quoted from what I sent to the manufacturer
My replacement just showed up, and yeah it’s the same style of welds. Y’all make some excellent points, I need to see why I don’t have polished/sanitary finish on those welds. It’s kind of a no-brainer for this application, and I’m not confident that I’m not going to see this same issue again.
It seems that they used a roll former to construct the pressure vessel piecemeal instead of casting or press forming. Seems like a viable method of production to try and compete with the chinese slangers that have access to more sophisticated equipment. Either way, grinding smooth and electropolishing seems like a must but they might not have access to that in house. I hope the replacement works out for you!
They didn’t use the right wire Forsure. That doesn’t look tig welded or if it was it was done by a child. Either way 308l is typically what I used back when inhad my fab shop.
Lots of times people would call out for 316 internals and the jackets in 304 dimple. 308l is the go to as it has a higher nickle content.