Sorry, internet has been down. We automated the Mk II, the Mk-VA, and the Mk V2A. We did it using pressure and time.
The Mk II and VA used adjustable pressure switches and the Mk V2A’s a pressure transducer.
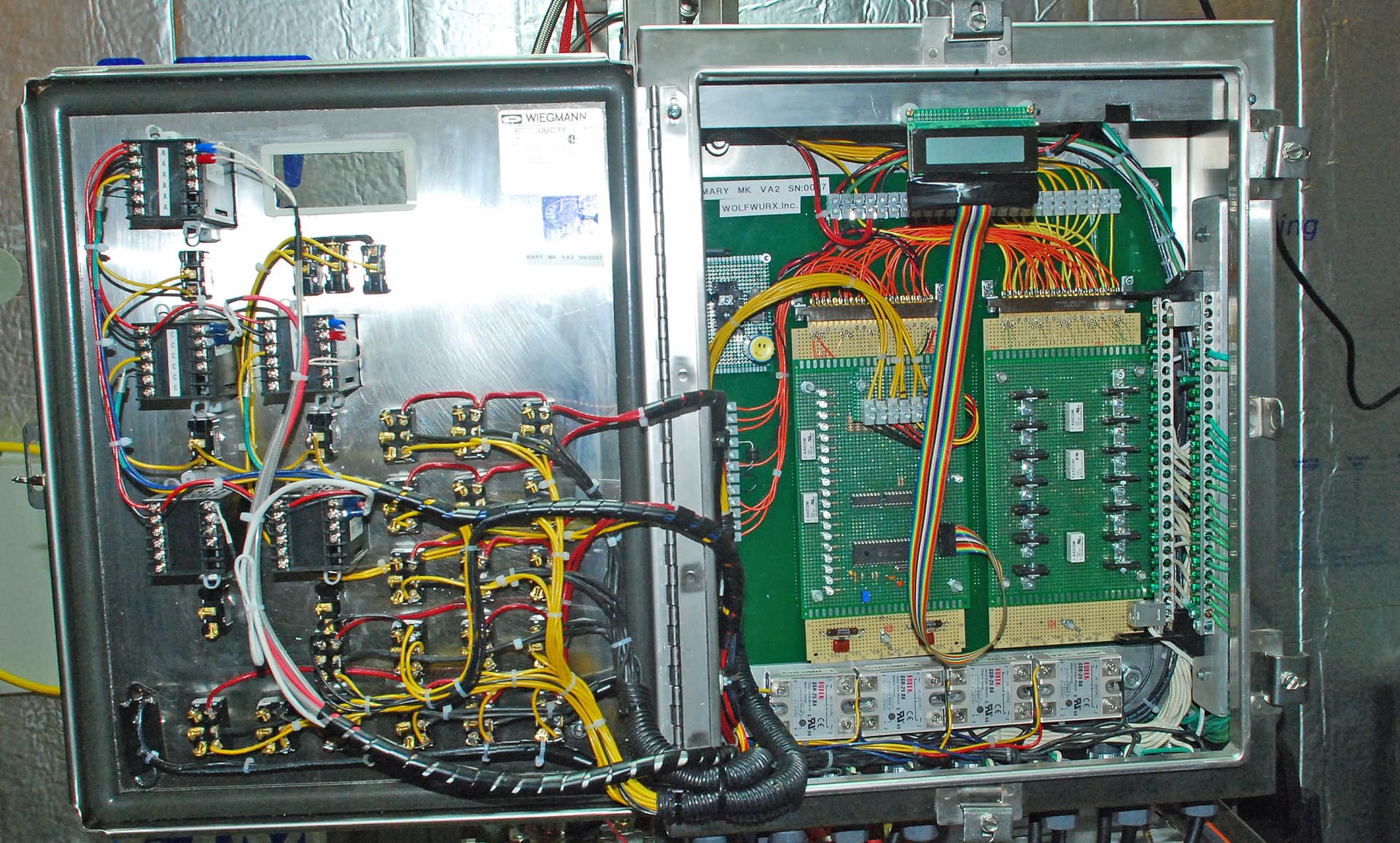
The Mk II and Mk-VA used a PC, and the Mk V2A controls were built around a chip.
I used pneumatic valve operators, which I controlled with Asco air solenoid valves. Every valve was hooked to a three-way switch, so they could also be operated manually.